
























For many manufacturers, their integrated enterprise resource planning (ERP) software and the role it plays in their daily workflow is as important as breathing.
It simultaneously manages several of the day-to-day business activities that come with growing a successful business. Whether it is focused on accounting, procurement or project management, it can play a central role in optimizing growth and revenue opportunities.
One of its biggest roles is regularly managing supply chain operations. Unfortunately, as ERP software systems and databases tie together a multitude of business processes while controlling the flow of data between them, manufacturers must contend with the considerable risk of data errors and other ERP issues which can include a lack of integration between ERP systems or disparate ERP software vendors completely disrupting their supply chains.
As manufacturers grow, it isn’t uncommon to accumulate and maintain several instances of an ERP or even multiple ERP systems. Whether they grow through acquisition or enter entirely new industries and markets, this sprawl of ERP systems and the data within them can make difficult to accurately report on some of the most basic business questions, like:
- Do we have an opportunity to optimize our supplier relationships by consolidating any existing agreements across our enterprise?
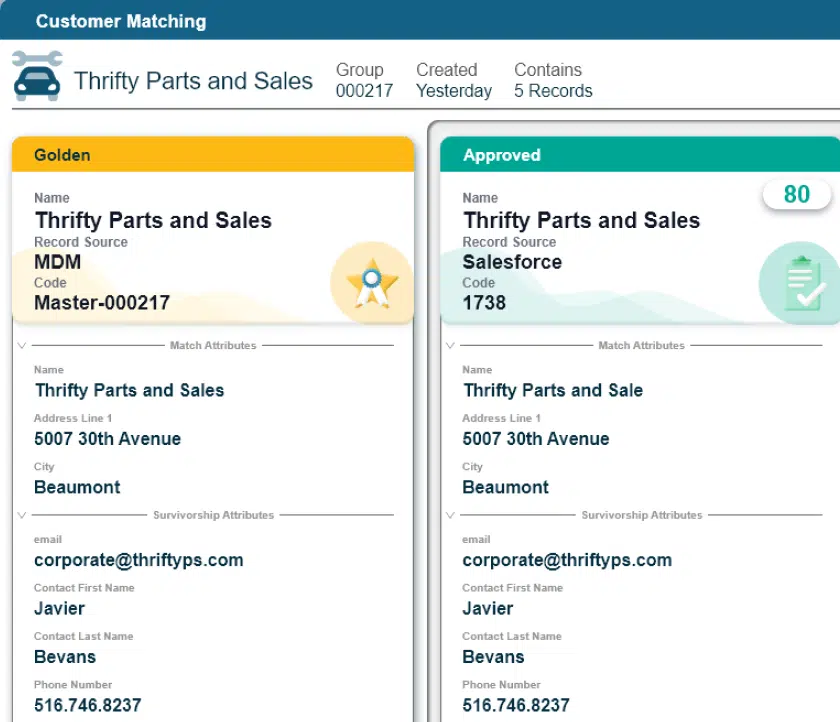
- How many unique suppliers do we have and what is the complete picture of our relationship with them?
- Is there sufficient diversity in my supplier base to successfully mitigate any risks for the availability of specific materials?
- How can I optimize our supply chain to support a goal of fewer manufacturing production interruptions?
Over time, these inefficiencies can stand in the way of strategic initiatives and even further growth or acquisitions. And worse yet, they can exacerbate the supply chain disruptions currently affecting manufacturers and suppliers across the globe.

Poor Data Quality is Driving Supply Chain Disruptions
In today’s marketplace, supply chain disruptions are nothing new. Since the wake of the global pandemic, they have remained a persistent challenge.
Today, supply chain management could not be more important for manufacturing organizations when it comes to balancing product output and consumer interest. For this reason, business leaders need access to high-quality, trusted enterprise data more than ever before.
With critical data serving as the foundation for supply chain operations — including the ability to procure raw materials, diversify suppliers and distribute effectively — inefficiencies between ERP systems can compound over time and result in delayed shipments, incorrect orders and an inability to respond to market demands.
Despite the management benefits that come with an ERP, it’s what they don’t do that can cause problems within the manufacturing process.
Here are a few of the biggest ways in which ERP inefficiencies can disrupt your supply chain:
1. Inaccurate Inventory Reporting
Manufacturers cannot afford to fall behind when it comes to keeping up with supply and demand. Organizations need to act fast and ensure that production matches the rate of consumption.
This means knowing what comes next and providing the necessary inventory. And a complete, accurate analysis is what allows supply chain managers to determine those optimal inventory levels.
But what if the inventory level is strewn across several ERP systems? For example, while a national manufacturer may have the advantage of scale if it owns several warehouses across the country if a supply chain manager cannot access every system — or worse, if each system contains inconsistent or conflicting data — she won’t be able to accurately report on, much less predict, inventory on hand.
Without managed data, there is no way to accurately predict inventory requirements. While ERPs can help in that department, it can be difficult and costly to customize the software and produce valuable analytics for forecasting potential inventory needs.
2. Slowly Responding to Customer Demand
To keep up with customer demand, manufacturers need to pull accurate product information to streamline distribution. Even when demand is consistent and predictable, low-quality data can give supply chain managers trouble — and COVID-19 has proven that consumer demand is anything but consistent and predictable.
For example, in December 2020 at-home fitness manufacturer Peloton was experiencing unprecedented consumer demand as gyms remained closed and Americans exercised more in their homes.
In response to this unprecedented growth in demand, Peloton announced it would be spending another $400 million to build its first factory in the United States to speed up the production of its bikes and treadmills — and that was in addition to acquiring exercise equipment manufacturer Precor and its additional 2 facilities. That facility in Ohio isn’t expected to be up and running until, but Peloton announced in early 2022 that it had to fully suspend production to respond to rapidly falling demand as gyms opened back up and fewer people considered large equipment purchases.
This is perhaps an extreme example, but changes in consumer preferences and demand are the only constants in today’s complex business world. By leveraging high-quality, trusted data in real-time, manufacturers can spot trends and identify opportunities based on what’s actually happening in the marketplace — not on a model or guess.
3. Siloed Data = Siloed Operations
With managing an effective supply chain comes multiple data silos comprised of data related to sourcing, warehousing, distribution and so much more. Data can be spread across multiple systems with varying quality standards, levels of completeness and access permissions.
For example, if a supply chain manager in one business unit can only see his department’s procurement data, he may not know that another department recently placed a large order with the same supplier and may not be able to fulfill additional orders. Or worse, a single supplier may be listed multiple times in the ERP system due to data-entry errors, prompting the same problem even though the data may have originated in the same system.
Ultimately, these data silos amount to much more than simply data originating or remaining in a different physical or virtual location. They hinder collaboration, stifle innovation and increase operating costs — and ultimately lead to bottlenecks in supply chains that ultimately cost manufacturers revenue, customers and even their businesses.
The Importance of Trustworthy Data
When addressing these supply chain issues, it all comes down to whether your enterprise data is trustworthy. Can you say with confidence how many suppliers you have of a given product or raw material? Or would you first have to manually combine, clean up or agonize over spreadsheets from multiple systems?
When you have fast, seamless access to high-quality data — data that has been matched and merged from all your enterprise data sources and brought up to the standards you have set — you can spend less time “cleaning” data and more time using it to drive supply chain efficiencies and, ultimately, your business.
With clean data comes a clean flow for your supply chain. Supply chain disruptions are far more avoidable when business leaders have access to high-quality, dependable data. This requires a smarter approach to data management which can only be found in master data management (MDM).
MDM cleans and harmonizes your organization’s foundational data across multiple systems and silos — whether they be ERP systems, CRMs, data lakes or any data store.
By implementing an integrated MDM platform, you are creating a seamless solution for all of the problems and disruptions that come with data inaccuracies, inconsistencies and disparities across your data estate. Building your enterprise around unified data allows you to launch your strategic initiatives and achieve business goals.

Read the Complete Guide on Manufacturing Data Strategy
Addressing and finally remediating the supply chain issues that are disrupting your business requires a smarter, more modern approach to manufacturing data management. Read the full guide on Mastering Manufacturing Data below to learn how you can finally overcome the data-quality issues standing in the way of your strategic initiatives.

Benjamin Bourgeois
Ben Bourgeois is the Head of Product and Customer Marketing at Profisee, where he leads the strategy for market positioning, messaging and go-to-market execution. He oversees a team of senior product marketing leaders responsible for competitive intelligence, analyst relations, sales enablement and product launches. He has experience managing teams across the B2B SaaS, healthcare, global energy and manufacturing industries.




